![]()
![]()

匠のモノづくり
回転錘
回転錘が動くことで機械式時計のぜんまいが自動的に巻かれます。動力を担う部品ではありますがスケルトンモデルでは装飾を施し、見栄えも工夫を凝らすなど加工難易度が高い部品のひとつです。
埼玉田無工場飯田殿岡工場
河口湖富士工場秋田工場

がんぎ車
特殊な「かぎ型」をした歯車を持つその特殊形状ゆえに加工が難しく、機械式時計の精度を保つ上で最も重要な部品のひとつです。
夕張工場

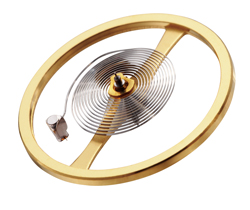
ひげぜんまい
特殊な線材料を伸線・圧延し渦巻形状に加工した部品です。
ひげぜんまいの長さを調整する事により、時計の進み遅れを制御する働きをします。この部品を作れる時計メーカーは世界でも少なく、0.1ミクロン単位で、最も寸法管理が厳しい部品のひとつです。
河口湖富士工場鹿児島工場
アンクル
つめ石と呼ばれる貴石を圧入・接着したT字型の部品です。
がんぎ車との動きにより、時計の動力伝達を回転方向から往復方向に変換する脱進機能として最も重要な部品となります。
東北北上工場飯田殿岡工場
鹿児島工場

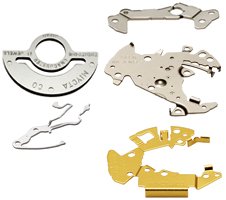
地板
時計を動かすための動力の全てを支える基盤部品です。地板の品質は組み込まれる部品の精度に影響するため、加工ではミクロンオーダーの管理が必要です。
スケルトンモデルでは美しい外観品質も要求されます。
埼玉狭山工場東北北上南工場

プレス部品
部品機能に合った材質・硬さを選び複雑な形状や、材厚より細いバネを抜いたり直角に曲げたりと複合加工を金型のみで加工します。
組み合わされる部品と干渉し合う部分は、バリが無く位置精度や面粗度・穴位置精度などが求められます。
東北北上工場夕張工場
埼玉吉見工場河口湖富士工場
鹿児島工場
歯車部品
動力を時計の針に伝える歯車部品です。
縫い針より細い剣先には秒針が取り付けられる為、径の精度や曲がりなどに注意が必要です。
更には長くなるほど加工応力で曲がりやすくなる難しい部品です。
鹿児島工場夕張工場

プラスチック部品
ムーブメント機構部品の一部には、その摺動性や印刷性等を活かしたプラスチック部品を使用しています。高精度金型加工技術と精密射出成形技術がこれらの部品の寸法精度を支えています。
飯田松尾工場河口湖富士工場
秋田工場

回路部品
近年の多様化するクオーツ時計において回路は様々な制御を可能にする為の重要な部品です。
小さな基板に数多くの部品を搭載出来る様、小型化・細密実装技術の開発と、高品質のモノづくりに日々挑戦しています。
所沢本社工場埼玉吉見工場
飯田殿岡工場ミヨタ佐久工場

コイル部品
「時計の歯車を回す為に電流を磁力に変える役割の物」と「標準電波送信局からの電波を拾い取り、電気信号に変換させる役割の物」があります。コイル線材は毛髪の1/4~1/8と非常に細いため断線しやすく、高速で線材を巻き付けるのは至難の業です。
埼玉吉見工場東北北上工場
飯田殿岡工場ミヨタ佐久工場
河口湖富士工場

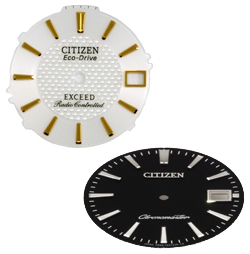
文字板
文字板は時計の顔になる部分であり、様々なデザインの実現に対応した美しさと時間を指し示す正確さを追求しています。
文字板上に配置された時間を知らせるポイントとなる植字加工は立体感と全体の均一を持った鏡面仕上げにより、美しい輝きを持たせています。
河口湖CFD工場
針
針は時間を示すだけでなく、軸との嵌合力や軽さ、さらに美しさと視認性も求められます。200ミクロンに満たない厚さで鏡面光沢や立体的な曲げなど、さまざまな形状、仕様に対応しています。
東北北上工場夕張工場
東北西和賀工場

ケース
ケースはムーブメントを守り、時計のデザインを印象づける部品です。
2~8個の部品の合体構造で構成されており、デザイン性・防水性を維持する加工に注意し、特に出来映えに影響する鏡面や稜線を作る研磨加工にこだわって生産しています。
東北相馬工場

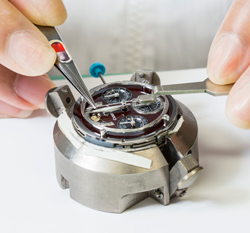
製品化
長い生産工程を経た様々な時計部品が終結し、時計として命を吹き込まれる工程です。
特に針の取り付け作業では細く、薄く、軽い針の取り付け位置・針間隔など、僅かな力加減で品質が変わってしまう難しい精度が要求される熟練の技能を必要とする作業です。
飯田殿岡工場ミヨタ佐久工場
妙高工場
![]()